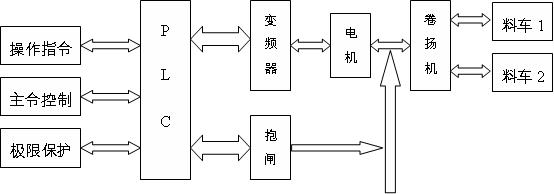
在不改变原来工人操作习惯的前提下,增加一台S7-224的PLC,保留原来电机,将其转子滑环短接,拆除调速电阻,保留原来主令控制器,在轨道斜面安装两个行程开关,作为料车位置的极限保护。
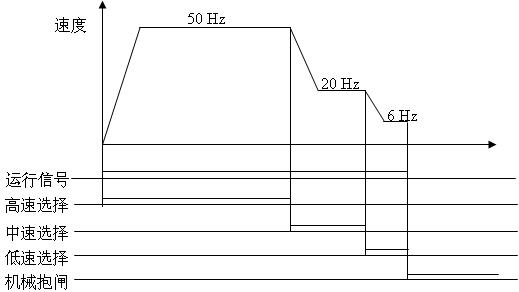
操作工发出料车1上行指令,选通变频器的固定频率50Hz,变频器由0Hz开始提速,开启抱闸,直到全速运行;随着电机的转动,主令控制器的K1闭合至PLC,由PLC发出中速指令,选通变频器的固定频率20Hz,电机以中速运行;当主令控制器的K2闭合时,选通变频器的固定频率6Hz,电机以低速运行;当主令控制器的K3闭合时.说明料车已经达到终点,变器封锁输出,同时关闭机械抱闸,料车l送料完毕。料车2重复如上过程。
6、系统的保护:
在轨道斜面上位于料车终点稍后一点安装两个行程开关,作为极限保护点,以防止主令控制器失灵时的最后保护,再次防止料车,“挂顶”事故的发生。对于变频器自身故障由PLC采集,当故障发生时,立即关闭机械抱闸,以防止料车下滑。
四、过程中遇到的问题
1、变频器选型:
考虑到冶金系统的设计特点,电机已经加大了余量,而且原系统电机的实际运行电流在85安培左右,故变频器同级选配55kW。由于该卷扬机拖动两台料车,变频器工作于第一象限.没有能量回馈,故不必选配制动单元和制动电阻。
2、在空载调试阶段:
每次在料车1下行时,变频器过压保护经测量输入端电压为390V,从理论上分析,此种故障不应该出现,但是过压保护就是由于电机的再生能量造成,而且故障始终出现在料车1下行时,经过仔细检查两台料车发现,料车2的配重已经丢失,经重新调整两台料车的配重之后,变频器正常。
3、加速曲线的调整:
变频器从0Hz开始加速,通过斜坡时间至全速,已经实现了对电机的软启动,考虑到卷扬机钢丝绳的伸缩以及减速机的齿隙影响,在加速开始加入圆弧曲线.从而进一步减小对机械部分的冲击。
4、制动器的配合
当变频器收到正转(或反转)指令后,经过0.5秒延时后,打开抱闸,料车上行,随着低段速的选通,电机处于爬行状态,当PLC检测到终点信号时,发出停车命令,变频器封锁输出执行OFF2停止,同时关闭抱闸。如此控制抱闸既防止变频器过流保护.又防止料车下滑.
五、技术性能及特点:
以上述方案改造的首钢迁安钢铁厂1号、2号高炉送料系统,自2001年7月投入运行以来,至今电气部分未出一次故障,料车“挂顶”事故也从未发生过,提高了生产效率,降低了设备维护、运行费用。西门子MM440变频器可靠性高,控制方便,尤其是低频特性好值得在起重行业推广应用。
由于时间仓促对于该变频器的功能了解的不一定很透彻,敬请各位同仁指正。